Zgrzewania dokonuje się urządzeniami, które posiadają dwa różne systemy podgrzewania folii w miejscu łączenia. W pierwszym podgrzewa się folię poprzez nadmuch gorącego powietrza kierowanego metalową dyszą w zakładkowe połączenie folii. W tym sposobie folia grzana jest gorącym powietrzem i równocześnie metalową dyszą, po której ślizgają się powierzchnie folii. Nadmuch gorącego powietrza powoduje również wydmuchiwanie pyłów, które występują szczególnie wtedy, gdy prace realizowane są na suchej ziemi.
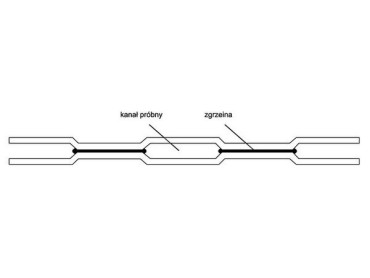
W drugim sposobie elementem grzejnym jest klin (stąd nazwa metody – zgrzewanie gorącym klinem); klin ogrzewany jest metodą oporową – prądem elektrycznym. W tym sposobie łączenia folia ogrzewana jest poprzez jej kontakt (folia ślizga się) z gorącym klinem. W sposobie tym należy szczególną uwagę zwrócić na czystość folii w miejscu łączenia, gdyż nie ma wydmuchiwania pyłów i innych luźnych zanieczyszczeń znajdujących się na folii w miejscu łączenia. Zanieczyszczenia, które pozostaną w miejscu tworzenia się złącza, zostaną w złączu, stanowiąc potencjalnie o jego wadach. W praktyce stosuje się obydwa sposoby zgrzewania. Urządzenia do zgrzewania folii są to samojezdne zgrzewarki, wykonujące jedną zgrzeinę lub dwie zgrzeiny z kanałem próbnym. Są wersje zgrzewarek z systemem ciągłej kontroli wykonywanych zgrzein.
Folie z PE-HD łączy się również metodą spawania. Spawanie realizowane jest metodą ekstruzyjną. W metodzie tej ułożone na zakładkę dwie folie sczepia się ręcznie, aby zabezpieczyć je przed przemieszczaniem a następnie łączy się je poprzez przykrycie górnej krawędzi folii spoiną. Nałożona spoina musi być rozmieszczona równomiernie na górnej i dolnej folii.
Trzecim sposobem łączenia folii jest klejenie. Klejenie pozornie jest prostszym sposobem łączenia w stosunku do zgrzewania i spawania. Przede wszystkim nie wymaga drogich urządzeń. Stosowane są proste urządzenia przesuwane ręcznie i nanoszące warstwę kleju na powierzchnię folii w miejscu zakładki.
Prace związane z łączeniem muszą wykonywać pracownicy posiadający odpowiednie przeszkolenie. Każdego dnia przed rozpoczęciem prac związanych ze zgrzewaniem i spawaniem muszą być wykonane próbne zgrzewania w celu uwzględnienia warunków atmosferycznych występujących w danym dniu na budowie, a posiadających istotny wpływ na parametry procesu zgrzewania: temperaturę, czas i docisk.
Kontrola wykonanych połączeń
Do najważniejszych czynności wykonywanych podczas łączenia jest kontrola wykonanych połączeń. Kontrola wykonywana jest na stu procentach wykonywanych połączeń. Kontrolę połączeń prowadzi się metodami nieniszczącymi i niszczącymi. Do nieniszczących metod należą: przede wszystkim oględziny oraz próby: ciśnieniowa, próżniowa, wysokonapięciowa, rzadziej ultradźwiękowa. Oględziny – ocena wzrokowa przeprowadzana bywa często przy użyciu dodatkowego prostego narzędzia, np. haczyka z drutu, przy pomocy którego określamy ciągłość zgrzeiny. Próbą ciśnieniową sprawdzane są zgrzeiny z kanałem próbnym, do którego po jego zamknięciu wprowadzamy sprężone powietrze o określonym ciśnieniu. Wartość ciśnienia musi być stała przez 5 min. Wielkość ciśnienia zależna jest od grubości zgrzewanej folii i temperatury. Oprócz prób nieniszczących przeprowadza się próby niszczące, szczególnie połączeń próbnych wykonywanych przed właściwym procesem zgrzewania, jak równanie podczas kontroli gotowego obiektu. Próbą tą jest próba rozciągania zgrzeiny. Próbkę stanowi wycięty – prostopadle do zgrzeiny – pasek zgrzeiny o szerokości 20 mm, który poddaje się próbie rozciągania. Próbę rozciągania uważa się za pozytywną, jeżeli zniszczenie próbki wystąpi poza złączem. Wszystkie inne charaktery zniszczenia świadczą o niepoprawności złącza wynikającego z różnych czynników, tak materiałowych, jak i parametrów procesu łączenia. Przed próbą rozciągania wycięta próbka poddana zostaje ocenie wzrokowej i pomiarom kształtu.
Próby rozciągania najczęściej przeprowadza się w wyznaczonych laboratoriach wytrzymałościowych. Jest to proces czasochłonny i kosztowny. Wszystkie próby z badań zarówno złączy, jak i samej folii ujęte muszą być w postaci protokołów. Norma zaleca następujące protokoły:
- odbioru materiału geomembrany;
- próbnego zgrzewania;
- wizji lokalnej na placu budowy;
- odbioru podłoża pod geomembranę;
- wykonania spoin przy układaniu geomembrany;
kontroli metodami: próżniową, ciśnieniową.